دنیای پلیمر
دنیای پلیمردنیای پلیمر
دنیای پلیمرتولید قطعات پلاستیک تزریقی به کمک گاز
امروزه،
تولید قطعات پلاستیک با روش تزریق گاز در قالب، به منظور کاهش مصرف مواد،
کوتاه کردن زمان تولید و بهینهسازی کیفیت سطح ظاهری قطعه با ضخامت زیاد،
گسترش چشمگیری یافته است. مرکز تحقیقات اروپایی شرکت DU PONT در ژنو
تحقیقات وسیعی در مورد بررسی فرایند کاربرد عملی این سیستم انجام داده است.
گزارشات فنی ارائه شده، درواقع فرایند کار و تأثیر آن بر مواد را بیان
میکند. در این گزارشات ملاحظات خاص طراحی و توصیههای فرایند تولید نیز
ارائه شدهاند.
اصول عمومیدر فرایند تولید با تزریق گاز، از یک دستگاه تزریق استاندارد مجهز به تجهیزات تزریق گاز (معمولاً نیتروژن) استفاده میشود. تزریق گاز میتواند به صورت سری یا موازی با تزریق پلیمر مذاب، صورت گیرد
عمل تزریق گاز
میتواند یا از طریق نازل تزریق پلاستیک مذاب (نازل ماشین) انجام گیرد و
یا از طریق یک یا چند نازل مخصوص که در محل «رانر» یا در نقاطی از قطعه که
تمرکز مواد زیاد است (مانند دیوارههای ضخیمتر) انجام شود. برای حصول
اطمینان از انجام صحیح عمل تزریق گاز، باید از نازلهایی با طرح مخصوص در
ماشین تزریق استفاده کرد.
فرایند تولید با سیستم تزریق گاز با تزریق پلاستیک مذاب به داخل کویته قالب شروع میشود (شکل ۲).
زمانی که ۵۰ تا ۹۵ درصد کویته قالب پر شود (این درصد بستگی به شکل قطعه دارد) دریچه نازل تزریق پلاستیک توسط سوزنی مخصوصی مسدود شده و تزریق گاز آغاز میشود. میزان تزریق گاز میتواند با احتساب فشار ایجاد شده یا حجم گاز تزریق شده، کنترل شود.
گاز با فشار درون کویته منتشر میشود و مذابی را که در جلوی آن قرار گرفته، با فشار به حرکت درمیآورد تا زمانی که کویته پر شود. با جدا شدن نازل تزریق گاز از اسپرو قالب محل ورود گاز آزاد شده و با خروج گاز فشار کاهش مییابد. در بعضی ماشینها، سیستم تزریق گاز قابلیت جمعآوری گاز خارج شده از قطعه برای استفاده مجدد وجود دارد.
در صورت تزریق گاز از طریق نازل مذاب، برای مسدود کردن سوراخ محل تزریق گاز، بعد از قطع گاز مجدداً مقداری پلاستیک تزریق میشود (شکل۲).
فرایند تولید با سیستم تزریق گاز با تزریق پلاستیک مذاب به داخل کویته قالب شروع میشود (شکل ۲).
زمانی که ۵۰ تا ۹۵ درصد کویته قالب پر شود (این درصد بستگی به شکل قطعه دارد) دریچه نازل تزریق پلاستیک توسط سوزنی مخصوصی مسدود شده و تزریق گاز آغاز میشود. میزان تزریق گاز میتواند با احتساب فشار ایجاد شده یا حجم گاز تزریق شده، کنترل شود.
گاز با فشار درون کویته منتشر میشود و مذابی را که در جلوی آن قرار گرفته، با فشار به حرکت درمیآورد تا زمانی که کویته پر شود. با جدا شدن نازل تزریق گاز از اسپرو قالب محل ورود گاز آزاد شده و با خروج گاز فشار کاهش مییابد. در بعضی ماشینها، سیستم تزریق گاز قابلیت جمعآوری گاز خارج شده از قطعه برای استفاده مجدد وجود دارد.
در صورت تزریق گاز از طریق نازل مذاب، برای مسدود کردن سوراخ محل تزریق گاز، بعد از قطع گاز مجدداً مقداری پلاستیک تزریق میشود (شکل۲).
شکل ۲: مدلهای تزریق گاز
فرایندفشار گازدر ارتباط با فشار گاز باید دو مطلب مهم و قابل تأمل، مدنظر گرفته شود:
- زمان تأخیر یا درواقع زمان شروع تزریق گاز
- منحنی تغییرات فشار گاز
زمان تأخیر، به ضخامت لایه فریز شده در دیواره کویته قالب، بستگی دارد. اگر زمان تأخیر بسیار کم باشد، گاز تزریقی مقدار زیادی مواد مایع را در مسیر حرکت میدهد که این امر باعث کم شدن ضخامت دیواره قطعه میشود. مذاب دارای ویسکوزیته کم، این اجازه را به گاز میدهد که با حرکت سریع خود، شکافی در دیواره جلوی مذاب ایجاد کرده و از آن خارج شود (شکل ۳). عدم کنترل مناسب روی فشار گاز نیز ممکن است موجب بروز پدیدهای مشابه شود. مقاومت کم مذاب در برابر حباب گاز، کنترل فشار گاز را دشوار میسازد.
مواردی همچون محل اتصال کانال گاز، ضخامت دیواره مذاب جلوی حباب و ویسکوزیته مذاب، از عوامل مهم مؤثر در ایجاد مقاومت هستند.زمان تاخیر بسیار کم، ممکن است باعث ایجاد آشفتگی در جریان گاز و مذاب شود و در کیفیت ظاهری سطح قطعه اثری نامطلوب بگذارد.
- زمان تأخیر یا درواقع زمان شروع تزریق گاز
- منحنی تغییرات فشار گاز
زمان تأخیر، به ضخامت لایه فریز شده در دیواره کویته قالب، بستگی دارد. اگر زمان تأخیر بسیار کم باشد، گاز تزریقی مقدار زیادی مواد مایع را در مسیر حرکت میدهد که این امر باعث کم شدن ضخامت دیواره قطعه میشود. مذاب دارای ویسکوزیته کم، این اجازه را به گاز میدهد که با حرکت سریع خود، شکافی در دیواره جلوی مذاب ایجاد کرده و از آن خارج شود (شکل ۳). عدم کنترل مناسب روی فشار گاز نیز ممکن است موجب بروز پدیدهای مشابه شود. مقاومت کم مذاب در برابر حباب گاز، کنترل فشار گاز را دشوار میسازد.
مواردی همچون محل اتصال کانال گاز، ضخامت دیواره مذاب جلوی حباب و ویسکوزیته مذاب، از عوامل مهم مؤثر در ایجاد مقاومت هستند.زمان تاخیر بسیار کم، ممکن است باعث ایجاد آشفتگی در جریان گاز و مذاب شود و در کیفیت ظاهری سطح قطعه اثری نامطلوب بگذارد.
شکل ۳: خروج گاز از شکاف دیواره مذاب دارای ویسکوزیته پایین
بهترین نتیجه،
زمانی به دست میآید که علاوه بر تعیین زمان تأخیر درست، منحنی فشار گاز
نیز جریان مواد را با سرعتی ثابت حرکت دهد، بهگونهای که اثرات جریان بر
سطح قطعه ایجاد نشود.مقاومت جریان مذاب با گذشت زمان کاهش مییابد زیرا
مقدار موادی که توسط گاز به جلو رانده میشود، رفته رفته کاهش یافته و فشار
گاز باید در طول زمان پیشرفت فرایند، کاهش یابد تا سرعت جریان به طور ثابت
حفظ شود. شکل ۴ این اصل را نشان میدهد. در هرحال، دیاگرام باید مطابق با
شرایط هر مورد خاص، تنظیم و تصحیح شود.
هنگامی که کویته کاملاً پر میشود، میتوان برای ساختار کریستالیتر مواد، فشار گاز را افزایش داد که این کار باعث بهتر شدن کیفیت سطح قطعه و تقلیل مکشهای سطحی میشود. افزایش فشار گاز، زمان کریستالیزه شدن مواد را تسریع میکند، این فشار باعث میشود فشار تماس سطح خارجی قطعه و کویته قالب، افزایش یافته و خنککاری سریعتر انجام میشود. فشارهای معمول برای تزریق گاز از ۱۰۰ تا ۵۰۰ بار، البته با توجه به موارد کاربرد و شرایط طرح قطعه، قابل اعمال است.برای اجتناب از ایجاد اغتشاش در زمان تزریق مذاب، فشار گاز باید از نصف فشار تزریق در راهگاهها کمتر باشد.
هنگامی که کویته کاملاً پر میشود، میتوان برای ساختار کریستالیتر مواد، فشار گاز را افزایش داد که این کار باعث بهتر شدن کیفیت سطح قطعه و تقلیل مکشهای سطحی میشود. افزایش فشار گاز، زمان کریستالیزه شدن مواد را تسریع میکند، این فشار باعث میشود فشار تماس سطح خارجی قطعه و کویته قالب، افزایش یافته و خنککاری سریعتر انجام میشود. فشارهای معمول برای تزریق گاز از ۱۰۰ تا ۵۰۰ بار، البته با توجه به موارد کاربرد و شرایط طرح قطعه، قابل اعمال است.برای اجتناب از ایجاد اغتشاش در زمان تزریق مذاب، فشار گاز باید از نصف فشار تزریق در راهگاهها کمتر باشد.
شکل ۴: دیاگرام فشار و سرعت گاز و ارتباط آن با زمان
دمای قالبدمای
قالب، تحت تأثیر مستقیم منحنی ضخامت دیواره قطعه است. دمای قالب، بر سرعت
کریستالیزه شدن مواد (نرخ سرعت ساخته شدن لایههای منجمد مذاب) تأثیر دارد.
کنترل دقیق دما در تمام قطعات قالب به ایجاد پروفیل ضخامت دیواره مطلوب در
قطعه، کمک میکند.
ویسکوزیته مذابویسکوزیته مذاب از دو جهت تأثیرات مهمی بر قطعه تولیدی دارد:
- اندازه حفره ایجاد شده توسط گاز
- تکرارپذیری تولید
ویسکوزیته بالاتر، باعث ایجاد دیوارههای ضخیمتر و کانالهای گاز کوتاه و باریکتر میشود که باعث مصرف بیشتر مواد شده و امکان تکرارپذیری تولید را بالا میبرد.
ویسکوزیته پایین مذاب، موجب ایجاد کانالهای طولانی و با مقطع بزرگتر گاز میشود، اما معمولاً ضخامت دیوارهها، یکنواختی کمتری دارد (شکل ۵). ویسکوزیته کم مذاب، فشار بین جریان گاز و جریان مواد را کاهش داده و این احتمال را افزایش میدهد که ضخامت دیواره جلوی جریان گاز در شاتهای مختلف تزریق، متفاوت شود. این امر، تکرارپذیری تولید یکنواخت را کاهش میدهد. این مورد در مواردی که بیش از یک جریان مذاب وجود داشته باشد، حادتر است.
ویسکوزیته مذابویسکوزیته مذاب از دو جهت تأثیرات مهمی بر قطعه تولیدی دارد:
- اندازه حفره ایجاد شده توسط گاز
- تکرارپذیری تولید
ویسکوزیته بالاتر، باعث ایجاد دیوارههای ضخیمتر و کانالهای گاز کوتاه و باریکتر میشود که باعث مصرف بیشتر مواد شده و امکان تکرارپذیری تولید را بالا میبرد.
ویسکوزیته پایین مذاب، موجب ایجاد کانالهای طولانی و با مقطع بزرگتر گاز میشود، اما معمولاً ضخامت دیوارهها، یکنواختی کمتری دارد (شکل ۵). ویسکوزیته کم مذاب، فشار بین جریان گاز و جریان مواد را کاهش داده و این احتمال را افزایش میدهد که ضخامت دیواره جلوی جریان گاز در شاتهای مختلف تزریق، متفاوت شود. این امر، تکرارپذیری تولید یکنواخت را کاهش میدهد. این مورد در مواردی که بیش از یک جریان مذاب وجود داشته باشد، حادتر است.
شکل ۵: تفاوت مقطع کانالهای ناشی از ویسکوزیته پایین مذاب
کاهش
ویسکوزیته مذاب، تأثیر منفی دیگری نیز در فرایند دارد: استحکام و مقاومت
مذاب با کمتر شدن ویسکوزیته کاهش مییابد به طوریکه گاز بسادگی میتواند
پوسته مذاب جلوی خود را بشکافد و از آن خارج شود.
استفاده از مواد پلاستیکی با ویسکوزیته پایدار در رنج دمای فرایند میتواند بهترین نتیجه را به ما بدهد. از این رو، پارامترهای فرایند مواد کریستالی باید با دقت بسیار بیشتری نسبت به مواد «آمورف» تنظیم شود.
پارامترهای فرایندتأثیر پارامترهای فرایند در فرایند تزریق گاز در شکل ۶ نشان داده شده است.
استفاده از مواد پلاستیکی با ویسکوزیته پایدار در رنج دمای فرایند میتواند بهترین نتیجه را به ما بدهد. از این رو، پارامترهای فرایند مواد کریستالی باید با دقت بسیار بیشتری نسبت به مواد «آمورف» تنظیم شود.
پارامترهای فرایندتأثیر پارامترهای فرایند در فرایند تزریق گاز در شکل ۶ نشان داده شده است.
شکل ۶: تأثیر پارامترهای فرایند در تزریق گاز
شبیهسازی فرایندبه
دلیل پیچیدگی فرایند تولید به روش تزریق گاز، برای سرعت بخشیدن به مراحل
طراحی و ساخت قالب، لازم است برای پیشبینی پارامترهای فرایند و بهینه کردن
طرح قطعه، فرایند را شبیهسازی کرد. نرمافزارهای شبیهسازی فرایند برای
شبیهسازی پر شدن قالب، شامل فاز تزریق گاز توسعه یافتهاند. نتایج به دست
آمده از این نرمافزارها در مقایسه با تجربههای عملی نشان میدهد که برخی
فرضیات اولیه، هنوز نیاز با اصلاحات دارند.
طراحیبهترین
طراحی در قالبگیری با تزریق گاز در حالتی اتفاق میافتد که گاز فقط در یک
جهت جریان داشته باشد و فرم قطعه دارای گوشه و خم نباشد. در طراحی قطعات
برای تولید به روش تزریق گاز معمولاً قوانین خاصی حاکم است. یکی از
مهمترین موارد قابل تأمل در طراحی این است که گاز همیشه پلاستیک مذاب را
به محلهایی که کمترین مقاومت را در مقابل جریان دارند (محلهایی با مساحت
سطح مقطع بزرگتر و حرارت مذاب بیشتر) هدایت میکند. این مورد در شکل ۷
نشان داده شده است. قسمت بالای شکل طرح، دارای گوشه تیز و انباشتگی زیاد
مواد است و قسمت پایین طرح، اصلاح شده با گوشه گرد شده را نشان میدهد.
گاز در داخل کویته دو عمل انجام میدهد:
- ایجاد یک حفره توخالی. هدف اصلی از این کار، کاهش مصرف مواد و در نتیجه کم کردن وزن قطعه است.
- ایجاد فشار ثابت در داخل قطعه برای جبران انقباض حجمی ۱ بعد از پر شدن کویته است که نتیجه آن، امکان کنترل بهتر وضعیت مکشهای سطحی قطعه و در نتیجه بهبود کیفیت ظاهری سطح محصول است.
برای قطعات دارای سطح مقطع نسبتاً بزرگ و سبک، مانند دستگیرهها و پوششها، کم کردن وزن، دلیل اصلی استفاده از سیستم تزریق گاز است. برای قطعات دارای عمق کم و ریبهای تقویتی، دلیل اصلی استفاده از این سیستم، ایجاد سطحی صاف و عاری از «سینک مارک» است. برای اینگونه قطعات، لازم است کانالهای گاز تا مناطقی از قطعه که دارای انقباض حجمی و احتمال ایجاد مکش سطحی وجود دارد، امتداد یابند.
از آنجا که قطعات دارای ساختار پوستهای معمولاً دارای مقطعی نیستند که بتواند به عنوان کانال گاز استفاده شوند، کانالها باید به عنوان جزیی از پروفیل مقطع، روی قطعه طراحی شوند. این کانالها میتوانند در گوشههای پوسته یا محلهای اتصال ریبها با پوسته، طراحی شوند. شکل ۸ چند نمونه از این کانالها را نشان میدهد.
قطعات دارای ریب داخلی و کانالهای گاز در دور آنها، برای حذف مکشهای سطحی طراحی شده است، تابیدگی کمتری خواهند داشت. این از دیگر مزیتهای استفاده از روشهای تزریق گاز در تولید قطعات پوستهای شکل است. اندازه کانال گاز به انقباض حجمی مواد و به اندازه قطعه بستگی دارد.
گاز در داخل کویته دو عمل انجام میدهد:
- ایجاد یک حفره توخالی. هدف اصلی از این کار، کاهش مصرف مواد و در نتیجه کم کردن وزن قطعه است.
- ایجاد فشار ثابت در داخل قطعه برای جبران انقباض حجمی ۱ بعد از پر شدن کویته است که نتیجه آن، امکان کنترل بهتر وضعیت مکشهای سطحی قطعه و در نتیجه بهبود کیفیت ظاهری سطح محصول است.
برای قطعات دارای سطح مقطع نسبتاً بزرگ و سبک، مانند دستگیرهها و پوششها، کم کردن وزن، دلیل اصلی استفاده از سیستم تزریق گاز است. برای قطعات دارای عمق کم و ریبهای تقویتی، دلیل اصلی استفاده از این سیستم، ایجاد سطحی صاف و عاری از «سینک مارک» است. برای اینگونه قطعات، لازم است کانالهای گاز تا مناطقی از قطعه که دارای انقباض حجمی و احتمال ایجاد مکش سطحی وجود دارد، امتداد یابند.
از آنجا که قطعات دارای ساختار پوستهای معمولاً دارای مقطعی نیستند که بتواند به عنوان کانال گاز استفاده شوند، کانالها باید به عنوان جزیی از پروفیل مقطع، روی قطعه طراحی شوند. این کانالها میتوانند در گوشههای پوسته یا محلهای اتصال ریبها با پوسته، طراحی شوند. شکل ۸ چند نمونه از این کانالها را نشان میدهد.
قطعات دارای ریب داخلی و کانالهای گاز در دور آنها، برای حذف مکشهای سطحی طراحی شده است، تابیدگی کمتری خواهند داشت. این از دیگر مزیتهای استفاده از روشهای تزریق گاز در تولید قطعات پوستهای شکل است. اندازه کانال گاز به انقباض حجمی مواد و به اندازه قطعه بستگی دارد.
شکل ۷: حرکت مذاب به محلهای دارای کمترین مقاومت در برابر جریان
ملاحظات مهم در طراحی این سیستم سایز
کوچک کانال گاز در مقایسه با کل طول مسیر جریان، ایجاب میکند که فشار گاز
سریعتر اعمال شود تا کانال گاز فریز نشود. در این حالت، کانال گاز سعی
میکند که انقباض حجمی قطعه را جبران کند، همچنین با ایجاد فشار داخلی در
سطوح صاف، انقباض مقاطع را نیز جبران میکند.
یک مقطع از قطعهای که دارای کانال گاز کوچک است، میتواند نتیجهای مانند آنچه در شکل ۹ نشان داده شده، به ما بدهد.
به دلیل کمبود مواد، گاز وارده به درون پوسته شکافهایی ایجاد میکند که اگر قطعه برای مقاومت تحت بارهای دینامیکی بالا طراحی شده باشد، در عملکرد قطعه تأثیر نامطلوب خواهند داشت. با بزرگتر کردن مقطع کانال، تأخیر بیشتری در اعمال فشار گاز خواهیم داشت. درهرحال، کانالهای بزرگتر یعنی وزن بیشتر و پایداری کمتر جریان که هر دو سختی بیش از انتظار قطعه را افزایش میدهند. با حسابی سرانگشتی، کانال گاز باید حدود ۲ تا ۳ برابر بزرگتر از ضخامت پوسته طراحی شود (شکل ۸).
یک مقطع از قطعهای که دارای کانال گاز کوچک است، میتواند نتیجهای مانند آنچه در شکل ۹ نشان داده شده، به ما بدهد.
به دلیل کمبود مواد، گاز وارده به درون پوسته شکافهایی ایجاد میکند که اگر قطعه برای مقاومت تحت بارهای دینامیکی بالا طراحی شده باشد، در عملکرد قطعه تأثیر نامطلوب خواهند داشت. با بزرگتر کردن مقطع کانال، تأخیر بیشتری در اعمال فشار گاز خواهیم داشت. درهرحال، کانالهای بزرگتر یعنی وزن بیشتر و پایداری کمتر جریان که هر دو سختی بیش از انتظار قطعه را افزایش میدهند. با حسابی سرانگشتی، کانال گاز باید حدود ۲ تا ۳ برابر بزرگتر از ضخامت پوسته طراحی شود (شکل ۸).
شکل ۸: نمونههایی از کانالهای قطعات دارای ساختار پوستهای
شکل ۹: حالت قطعه دارای کانال گاز کوچک
در موارد خاص، زمانی که قطعه باید کاملاً یکپارچه ساخته شود مانند ظروف حمل مایعات، کانال گاز باید در تمام طول قطعه گسترش یابد تا فقط یک پوسته نازک پلاستیک در انتهای قطعه باقی بماند. برای این کار،گاهی لازم است در انتهای مسیر، محفظهای برای خروج مواد اضافه از کویته قالب در نظر گرفته شود (شکل ۱۰). اندازه این محفظه به طرح قطعه بستگی دارد و لازم است در بررسی شبیهسازی فرایند قطعه نیز در نظر گرفته شود تا شرایط، واقعیتر شده و احتمال نیاز به تستهای عملی کاهش یابد.
قطعات اینسرتی، همیشه از موارد چالش برانگیز در طراحی قطعاتی هستند که باید با سیستم تزریق گاز تولید شوند. از آنجا که اینسرت باید کاملاً توسط مواد پلاستیک احاطه شود، کانال گاز باید در فاصله مشخصی از آن قرار داده شود. این مورد را میتوان با قرار دادن یک سوزن تزریق گاز جداگانه در پایین جریان نزدیک به اینسرت، برطرف کرد (شکل ۱۰). اگر از نازل ماشین برای تزریق گاز استفاده میشود، باید در طراحی دقت بیشتری شود تا این اطمینان به وجود آید که اینسرت کاملاً توسط پلاستیک مذاب احاطه میشود.
شکل ۱۰: محفظه خروج مواد اضافی از کویته قالب
خواص موادشرکت
Du Pont برای برخی مواد، تستهایی انجام میدهد که خواص مکانیکی قطعه
نهایی تولیدی با فرایند تزریق گاز رامشخص میکند. این تستها ضروری هستند
زیرا برخی پارامترهای اصلی این فرایند که بر خواص مکانیکی رزینها مؤثر
هستند، با فرایند تزریق استاندارد متفاوت میباشند. تستها نشان دادند که
مدول الاستیسیته و مقاومت کششی مواد گلاس فایبردار در نزدیکی کانالهای
گاز، به دلیل کاهش برش در طول فرایند کاهش مییابد. همچنین، جهتگیری الیاف
در این نقاط نمیتواند به طور مطلوب انجام گیرد.
خواص مکانیکی ماده حدوداً ۱۰ درصد و در بیشترین حالت ۵۰ درصد در مقایسه با حالت استاندارد کاهش مییابد.
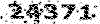
شکل ۱۱ ساختار قطعه در روش تزریق معمولی مواد را در مقایسه با روش تزریق گاز نشان میدهد. درواقع در قطعه تولیدی به روش تزریق معمولی، ترتیب جهتگیری الیاف شیشه در سطح بیرونی به طور چشمگیری بهتر از مرکز قطعه است، درحالی که در قطعات تولیدی به روش تزریق گاز، ترتیب و نظم جهتگیری الیاف شیشه در دیوارههای قالب، کمتر است. نظم جهتگیری الیاف به سمت کانال گاز بیشتر است. مرکز سطح مقطع به عنوان ناحیهای که در آن جهتگیری الیاف از نظم مناسبی برخوردار نیست، کاملاً مشهود است.
خواص مکانیکی ماده حدوداً ۱۰ درصد و در بیشترین حالت ۵۰ درصد در مقایسه با حالت استاندارد کاهش مییابد.
شکل ۱۱ ساختار قطعه در روش تزریق معمولی مواد را در مقایسه با روش تزریق گاز نشان میدهد. درواقع در قطعه تولیدی به روش تزریق معمولی، ترتیب جهتگیری الیاف شیشه در سطح بیرونی به طور چشمگیری بهتر از مرکز قطعه است، درحالی که در قطعات تولیدی به روش تزریق گاز، ترتیب و نظم جهتگیری الیاف شیشه در دیوارههای قالب، کمتر است. نظم جهتگیری الیاف به سمت کانال گاز بیشتر است. مرکز سطح مقطع به عنوان ناحیهای که در آن جهتگیری الیاف از نظم مناسبی برخوردار نیست، کاملاً مشهود است.
شکل ۱۱: تصویر میکروتوموگرافی از مقطع یک قطعه:
a) قطعه تولید شده به روش تولید سنتی
b) قطعه تولید شده به روش تزریق گاز
نوع مواد PA 66 with 30% Glass fiber) zytel 70G30)
a) قطعه تولید شده به روش تولید سنتی
b) قطعه تولید شده به روش تزریق گاز
نوع مواد PA 66 with 30% Glass fiber) zytel 70G30)
گیتگیت
طراحی قالب با تزریق گاز با گیتهای متداول در قالبهای معمولی، متفاوت
است. درصورتی که تزریق گاز از محل نازل ماشین باشد، ابعاد گیت و رانر باید
حدوداً ۲ برابر بزرگتر از آنچه باشد که در قالبهای معمولی در نظر گرفته
میشود.
جریان مذاب تزریق شده در عریض که مانند فرایند اکسترود در طول دیواره کویته جریان مییابد، با قطع کردن جریانات دیگر و گذر از محلهای طلاقی، ممکن است دچار اغتشاشاتی شود. محل گیت باید طوری انتخاب شود که از ایجاد این اغتشاشات تا حد امکان جلوگیری شود.
تجهیزات ماشینبرای فرایند قالبگیری با تزریق گاز، تجهیزاتی مخصوص لازم است تا حجم گاز و فشار مطلوب در زمان معینی را ایجاد کند.
اجزای اصلی تجهیزات تزریق گاز در شکل ۱ نشان داده شده است. نیتروژن از یک مخزن فشار معمولی وارد یک کمپرسور میشود. منحنی تغییرات فشار به وسیله ابزار الکترونیکی مخصوص در یونیت کمپرسور کنترل میشود.
نازلگاز از طریق نازلی مخصوص تزریق میشود. برخی انواع نازلها به گونهای طراحی شدهاند که گاز مصرفی را پس از خروج از قطعه جمعآوری کرده و مجدداً در چرخه مصرف قرار میدهد. قابلیت اطمینان بالا در تولید برای اینگونه نازلها بسیار مهم میباشد.
پلیمرهای فراوری شده، اهمیتی عمده در طراحی نازل دارد. شرکت DU PONT در طراحی نازل برای استفاده از پلیمرهای نیمه کریستالی مشاورههای خاصی میدهد.
به طورکلی، گاز را میتوان به دو طریق تزریق کرد:
- از طریق نازل ماشین (شکل ۱۲)
- از طریق یک یا چند نازل مخصوص که مستقیماً گاز را داخل رانرها یا قطعه تزریق میکند (شکل ۱۳).
زمانی که گاز از طریق نازل ماشین تزریق میشود، ابتدا فشار درون نازل بالا میرود و سپس شیر گاز در نوک نازل باز میشود. عموماً یک قطعکننده برای بستن نازل ماشین در زمان معین به کار میرود تا از برگشتن مذاب از کویته به نازل جلوگیری کند. از مزیتهای مسلم استفاده از نازلهای مخصوص به جای تزریق از نازل ماشین، میتوان به چند نکته مهم اشاره کرد:
- حفره گاز را میتوان دقیقاً در نقاط مورد نظر طراح، ایجاد کرد. میتوان با نازلهای متعدد حفرههای متعدد مجزا در نقاط مختلف قطعه ایجاد کرد (سوراخ به وجود آمده روی قطعه قطری کمتر از ۱ میلیمتر خواهد داشت).
- مناسبترین مکانها برای قرار دادن نازلها مقاطعی هستند که در زمان طولانیتری سرد شوند.
جریان مذاب تزریق شده در عریض که مانند فرایند اکسترود در طول دیواره کویته جریان مییابد، با قطع کردن جریانات دیگر و گذر از محلهای طلاقی، ممکن است دچار اغتشاشاتی شود. محل گیت باید طوری انتخاب شود که از ایجاد این اغتشاشات تا حد امکان جلوگیری شود.
تجهیزات ماشینبرای فرایند قالبگیری با تزریق گاز، تجهیزاتی مخصوص لازم است تا حجم گاز و فشار مطلوب در زمان معینی را ایجاد کند.
اجزای اصلی تجهیزات تزریق گاز در شکل ۱ نشان داده شده است. نیتروژن از یک مخزن فشار معمولی وارد یک کمپرسور میشود. منحنی تغییرات فشار به وسیله ابزار الکترونیکی مخصوص در یونیت کمپرسور کنترل میشود.
نازلگاز از طریق نازلی مخصوص تزریق میشود. برخی انواع نازلها به گونهای طراحی شدهاند که گاز مصرفی را پس از خروج از قطعه جمعآوری کرده و مجدداً در چرخه مصرف قرار میدهد. قابلیت اطمینان بالا در تولید برای اینگونه نازلها بسیار مهم میباشد.
پلیمرهای فراوری شده، اهمیتی عمده در طراحی نازل دارد. شرکت DU PONT در طراحی نازل برای استفاده از پلیمرهای نیمه کریستالی مشاورههای خاصی میدهد.
به طورکلی، گاز را میتوان به دو طریق تزریق کرد:
- از طریق نازل ماشین (شکل ۱۲)
- از طریق یک یا چند نازل مخصوص که مستقیماً گاز را داخل رانرها یا قطعه تزریق میکند (شکل ۱۳).
زمانی که گاز از طریق نازل ماشین تزریق میشود، ابتدا فشار درون نازل بالا میرود و سپس شیر گاز در نوک نازل باز میشود. عموماً یک قطعکننده برای بستن نازل ماشین در زمان معین به کار میرود تا از برگشتن مذاب از کویته به نازل جلوگیری کند. از مزیتهای مسلم استفاده از نازلهای مخصوص به جای تزریق از نازل ماشین، میتوان به چند نکته مهم اشاره کرد:
- حفره گاز را میتوان دقیقاً در نقاط مورد نظر طراح، ایجاد کرد. میتوان با نازلهای متعدد حفرههای متعدد مجزا در نقاط مختلف قطعه ایجاد کرد (سوراخ به وجود آمده روی قطعه قطری کمتر از ۱ میلیمتر خواهد داشت).
- مناسبترین مکانها برای قرار دادن نازلها مقاطعی هستند که در زمان طولانیتری سرد شوند.
شکل ۱۲: تزریق از طریق نازلهای مختلف
شکل ۱۳: تزریق از طریق نازل ماشین
جنبههای مختلف تولید به روش تزریق گازفواید
- فرایند: نیروی کلمپ کمتر، طول جریان بیشتر، افت فشار کمتر، جایگزین راهگاه گرم، قالب سادهتر و ارزانتر
- طراحی: وزن کمتر قطعه (کاهش وزن تا حدود ۴۰ درصد)، رفع مکش سطحی، تابیدگی کمتر، انقباض کمتر در جهت جریان، مقاومت بالاتر در برابر نیروی پیچشی، آزادی عمل بیشتر طراح در طرح قطعه با ضخامت دیواره غیریکنواخت
محدودیتها
- فرایند: نیاز به تجیهزات اضافه، نیاز به نازل و سوزنهای تزریق گاز مخصوص
- طراحی: تقریبی بودن پیشبینی ضخامت قطعه، سطح مقطع کانال گاز کمتر از ۱۵ تا ۲۰ میلیمتر، افزایش میزان انقباض در جهت جریان کانال گاز
- مواد: خواص مواد، اغلب در مقایسه با قطعات مشابهی که به روش معمولی تزریق ساخته شدهاند، پایینتر است، کیفیت سطح به نوع مواد بستگی دارد.
موارد کاربرد تکنولوژی تولید قطعه با تزریق گازبه دلیل مزیتهای زیاد این تکنولوژی، تقریباً در تمام زمینههای تکنیکی کاربردهای وسیعی دارد که برخی از آنها عبارتند از:
خودرو: آفتابگیر، قاب آیینههای خارجی، دستگیرهها و…
لوازم: دسته صندلی، بدنه صندلی، محفظهها و…
دستگاهها: دستگیرهها، محفظه ماشین چمنزنی و…
ورزشی: راکتها، چوب اسکی، چوب هاکی، کفش و عصای اسکی و…
- فرایند: نیروی کلمپ کمتر، طول جریان بیشتر، افت فشار کمتر، جایگزین راهگاه گرم، قالب سادهتر و ارزانتر
- طراحی: وزن کمتر قطعه (کاهش وزن تا حدود ۴۰ درصد)، رفع مکش سطحی، تابیدگی کمتر، انقباض کمتر در جهت جریان، مقاومت بالاتر در برابر نیروی پیچشی، آزادی عمل بیشتر طراح در طرح قطعه با ضخامت دیواره غیریکنواخت
محدودیتها
- فرایند: نیاز به تجیهزات اضافه، نیاز به نازل و سوزنهای تزریق گاز مخصوص
- طراحی: تقریبی بودن پیشبینی ضخامت قطعه، سطح مقطع کانال گاز کمتر از ۱۵ تا ۲۰ میلیمتر، افزایش میزان انقباض در جهت جریان کانال گاز
- مواد: خواص مواد، اغلب در مقایسه با قطعات مشابهی که به روش معمولی تزریق ساخته شدهاند، پایینتر است، کیفیت سطح به نوع مواد بستگی دارد.
موارد کاربرد تکنولوژی تولید قطعه با تزریق گازبه دلیل مزیتهای زیاد این تکنولوژی، تقریباً در تمام زمینههای تکنیکی کاربردهای وسیعی دارد که برخی از آنها عبارتند از:
خودرو: آفتابگیر، قاب آیینههای خارجی، دستگیرهها و…
لوازم: دسته صندلی، بدنه صندلی، محفظهها و…
دستگاهها: دستگیرهها، محفظه ماشین چمنزنی و…
ورزشی: راکتها، چوب اسکی، چوب هاکی، کفش و عصای اسکی و…

برای نمایش آواتار خود در این وبلاگ در سایت Gravatar.com ثبت نام کنید. (راهنما)



















































ایمیل شما بعد از ثبت نمایش داده نخواهد شد